A live broadcast with no end
On May 13, 2026, Scott Walter, a well-known preacher in the field of robotics, publicly stated on social media that if a humanoid robot cannot complete a complete factory shift without human intervention, its commercial value will be very limited. Figure AI founder Brett Adcock responded directly that day: "We do this every day. "The next day, Figure put the live broadcast next to the conveyor belt of a logistics warehouse in the United States.
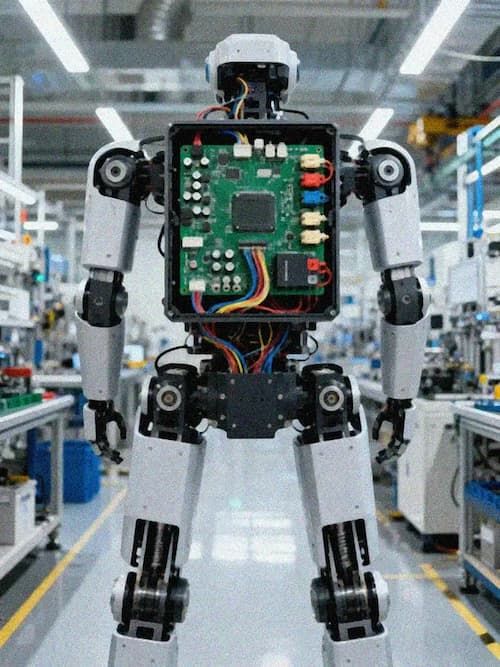
Participating in this live broadcast were three Figure 03 humanoid robots, named Bob, Frank and Gary by the audience and the company respectively. The task they face is the most difficult part to automate in logistics sorting-the detection, grabbing, direction adjustment and loading of small soft packages. All packages come in different shapes and have no fixed grasping points. The robot must rely on visual perception to make real-time judgment strategies. The three robots adopt a shift system, and each robot has a battery life of about 5 hours. When the battery is low, it moves towards the maintenance area on its own. Another fully charged robot takes over seamlessly. The entire process requires no manual intervention.

The live broadcast was originally planned to last for 8 hours. Since the three robots did not experience failures that required manual intervention during the entire process, the Figure team temporarily lifted the time limit. The live broadcast lasted for many days, and the three robots processed more than 45000 packages in total, with an average processing time of about 3 seconds per piece, which is close to the operating level of human sorters. The live broadcast quickly exceeded 2 million viewers on X (formerly Twitter) and YouTube, making it one of the most watched public tests to date in the humanoid robot field.
Helix-02: A neural network controls the whole body
The core software system supporting this round-the-clock continuous operation is Helix-02 launched by Figure in January 2026. Unlike traditional robot control solutions that split vision processing, motion planning, arm operation, and walking balance into independent modules, the Helix-02 uses an End-to-End single neural network architecture that is directly mapped from the camera pixel inputs. Action instructions for the joints of the whole body.
In traditional solutions, the walking module, the grabbing module, and the vision module operate independently, and the coordination between modules relies on the state machine logic preset by the engineer. The code amount is huge and the maintenance cost is high. Helix-02 unifies these functions in a neural network, allowing the robot to independently determine what action to do at present every second without the need for preset scripts. Figure named this whole-body control system System 0.

The technical basis of Helix-02 is Implicit Stereo Vision, which is capable of fusing multiple time-series image frames with sensor feedback data to understand three-dimensional space without external calibration. The system is also equipped with a visual memory module that can extract and combine features from consecutive video frames to form short-term visual memory. In a warehouse sorting scenario, even if the barcode of a package is not fully displayed in the initial screen, the system can call the information from the previous frame to complete identification.
In addition to logistics sorting, Helix-02 has demonstrated cross-task capabilities in multiple scenarios. In early May 2026, two Figure 03 robots equipped with Helix-02 completed the bedroom organizing task in two minutes-hanging up coats, collecting headphones, adjusting pillows, and jointly smoothing the quilt. The processing of easily deformable objects such as quilts has always been a difficult point for robot operations, because such objects lack fixed shapes and clear grasping points, and will continue to change their shapes during operation. In addition, the Helix-02 also completes delicate tasks such as removing a single tablet from the medicine box and accurately extracting 5ml of liquid from the syringe.
From one per day to one per hour
The live broadcast showcases software capabilities, while what makes the industry pay more attention to is Figure's progress in hardware mass production. Brett Adcock revealed at the end of April 2026 that Figure's production efficiency has increased 24 times in the past 120 days-from initially assembling 1 robot a day to 1 robot offline every hour. During the week of live broadcasts alone, Figure produced more than 55 Figure 03 robots.
Behind this efficiency improvement is the comprehensive roll-out of modular design strategies. The number of actuator SKUs in Figure 03 is controlled at more than 10, and the battery pack adopts a standardized design. The one-time pass rate of the entire production line reaches 99.3%.
Compared with the previous generation, the manufacturing cost of Figure 03 is reduced by approximately 90%. Adcock attributes this leap in efficiency to the positive cycle of "robot-building robots": the assembled Figure03 is deployed on the production line to participate in transporting materials and assisting in assembling new robots, and the produced robots continue to join the production line, creating an incremental scale effect.

On May 13, 2026, just one day before the live broadcast, Figure officially announced that the next generation product F.04 had completed the Design Freeze and started the parts delivery process. Adcock called it "the biggest leap forward so far between generations of robots." At the capital level, Figure has completed Series C financing, raising more than US$1 billion and a valuation of US$39 billion. Investors include NVIDIA, Qualcomm, Intel, Microsoft and OpenAI.
Figure's mass production pace is a microcosm of the overall acceleration of the humanoid robot industry. According to Omdia, global humanoid robot shipments in 2025 will be approximately 14,500 units. The industry predicts that this number will grow to about 50,000 units in 2026 and is expected to exceed 1 million units per year by 2030. Wanlian Securities pointed out in its research report that the current humanoid robot industry is at a critical stage of technological breakthroughs and large-scale commercialization. Supply-side companies such as Tesla, Yushu Technology, Zhiyuan Robot, and Ubisoft are steadily advancing The pace of mass production, the aging of the population on the demand side and rising labor costs constitute long-term driving forces.
Where are the opportunities in the hardware supply chain
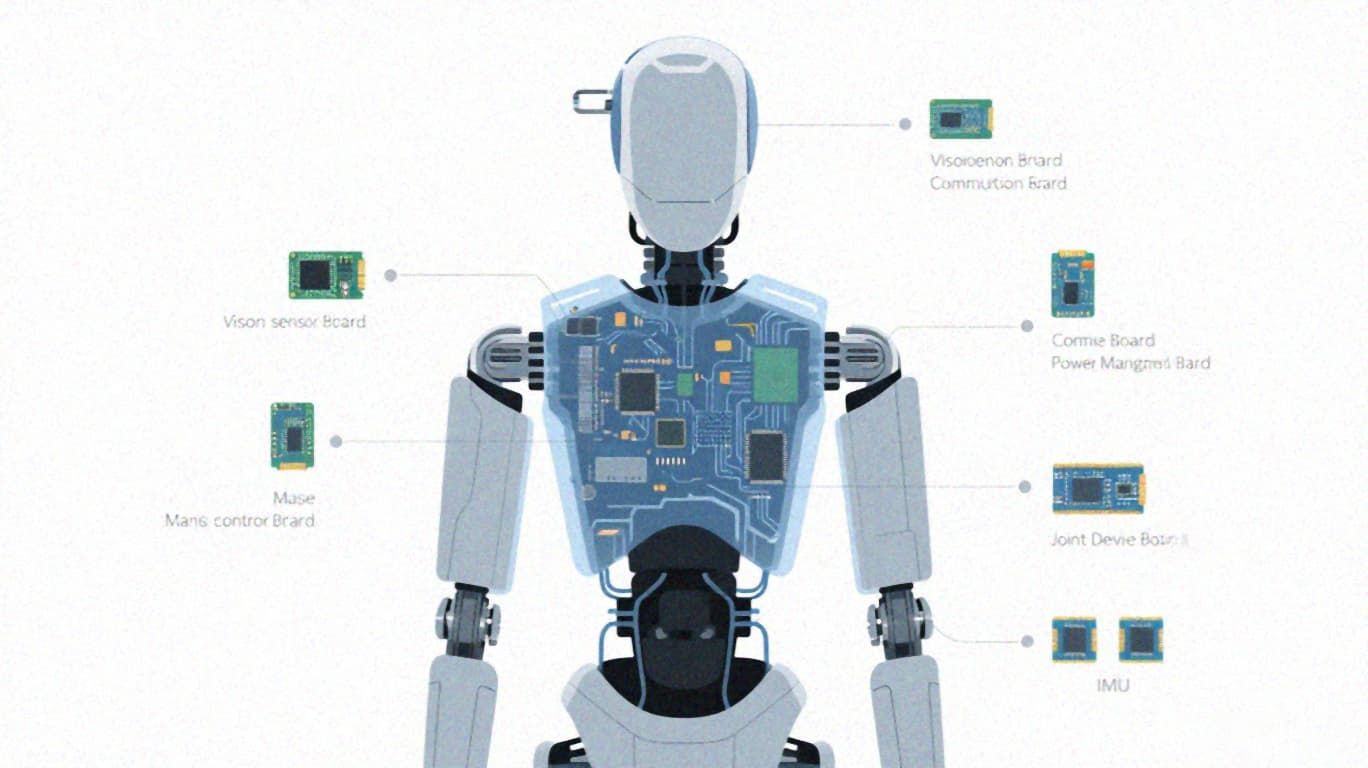
The exponential growth in shipments will be directly transmitted to the hardware supply chain. Among the hardware systems of humanoid robots, the circuit board (PCB) is one of the components with the widest coverage. A humanoid robot usually contains 20-30 various circuit boards, covering multiple categories such as main control boards, joint drive boards, sensor boards, communication boards, and power management boards. Industry estimates that the PCB value of a single humanoid robot is about 10,000 - 15,000 yuan.
Based on shipments of 1 million units/year in 2030, the humanoid robot field alone corresponds to a PCB market size of 10 - 15 billion yuan every year. If you add industrial robots, collaborative robots, service robots and other categories, the total robot PCB market will be even more substantial. Industry research shows that the compound growth rate of the robot PCB market from 2023 to 2028 is expected to be more than 35%.
The engineering requirements of humanoid robots for PCBs are concentrated in several dimensions. Main control boards and computing boards usually require more than 10 layers of high-level digital design, and some high-performance solutions reach 16-20 layers to accommodate high-speed circuits such as DDR memory and PCIe interfaces. The joint drive board needs to realize power device layout and heat dissipation design in a limited cavity space, which has high requirements on the temperature resistance and thermal conductivity of the board.
The sensor board processes microvolt analog signals and maintains acquisition accuracy in the strong electromagnetic interference environment driven by the motor, requiring a fine shielding design and filtering circuit. The communication board involves high-speed wiring of industrial protocols such as CAN and EtherCAT and wireless interfaces such as Wi-Fi and 5G.
Reliability is another core indicator of humanoid robot PCB. Industry statistics show that about 30% of robot field failures are related to PCBs, including soldering defects, signal integrity issues, and interlayer separations caused by thermal stress.
Figure's all-weather continuous operation without human intervention has attracted widespread attention precisely because it verifies the long-term reliability of the robot in a real industrial environment-which places substantial quality requirements on underlying hardware such as PCBs.
Robot manufacturers 'certification cycle for PCB suppliers usually takes 6-12 months, involving multiple aspects such as design capability evaluation, proofing verification, small-batch trial production, and reliability testing. Once certified, suppliers are usually able to obtain long-term stable orders due to the extremely high switching costs. This certification barrier gives PCB companies that have entered the supply chain of head robot manufacturers a significant first-mover advantage.
Who does the supply chain opportunity belong to
The demand for PCBs for humanoid robots has two characteristics: "high-tech threshold" and "mass delivery." There are a limited number of suppliers in the industry that can meet these two requirements at the same time. From the perspective of capabilities, several types of PCB manufacturers are most likely to be the first to obtain large-scale orders.
The first category is enterprises that have entered the supply chain of head robot complete factories. Benchmarking projects such as Tesla Optimus require extremely high integration of control boards, and high-end HDI technology is a prerequisite to meet such needs. PCB companies that can pass strict certification by the head complete machine factory and enter the stable supply stage have already occupied a favorable position in this round of competition.
The second category is manufacturers with technical reserves in high-rise multilayer boards and rigid-flexible composite boards. The joint parts of the humanoid robot require the use of flexible circuit boards (FPC) or rigid-flexible composite boards to adapt to the installation environment with joint bending and space constraints. Manufacturers with annual production capacity of millions of square meters and boards with more than 8 floors accounting for more than 80%, have obvious production capacity advantages in the field of robotic joint boards.
The third category is manufacturers with industrial control and automotive electronics certification systems. The operating environment of humanoid robots involves vibration, impact, temperature changes and electromagnetic interference, and the reliability requirements of some scenarios are close to the level of automotive electronics. PCB companies that have passed automotive electronics-level certifications such as AEC-Q200 have lower technology migration costs in the robotics field, and product temperature resistance and long-term reliability are more guaranteed.
From the perspective of screening standards, humanoid robot PCB suppliers need to have several core capabilities at the same time: high-level PCB mass production capabilities (more than 32 layers), HDI process (interconnection of any layer), high-speed signal manufacturing experience (more than 25Gbps), Rapid proofing response capabilities, and a complete industry certification system. Taking the number of high floors as an example, the number of layers required for the main control board and calculation board is usually 10-20 layers, and some solutions are even higher, which puts forward strict requirements on the lamination process, inter-layer alignment accuracy and material stress control. In terms of high-speed signals, the impedance control and signal integrity of DDR memory and PCIe interface are directly related to the real-time performance and stability of the robot control system.
Industry observations show that overseas robot companies such as Figure are accelerating the transfer of supply chains to China to reduce costs.
The complete supporting capabilities, cost competitiveness and rapid response speed of China's PCB industry chain constitute structural advantages in this round of supply chain restructuring.
Engineering gap from prototype to mass production
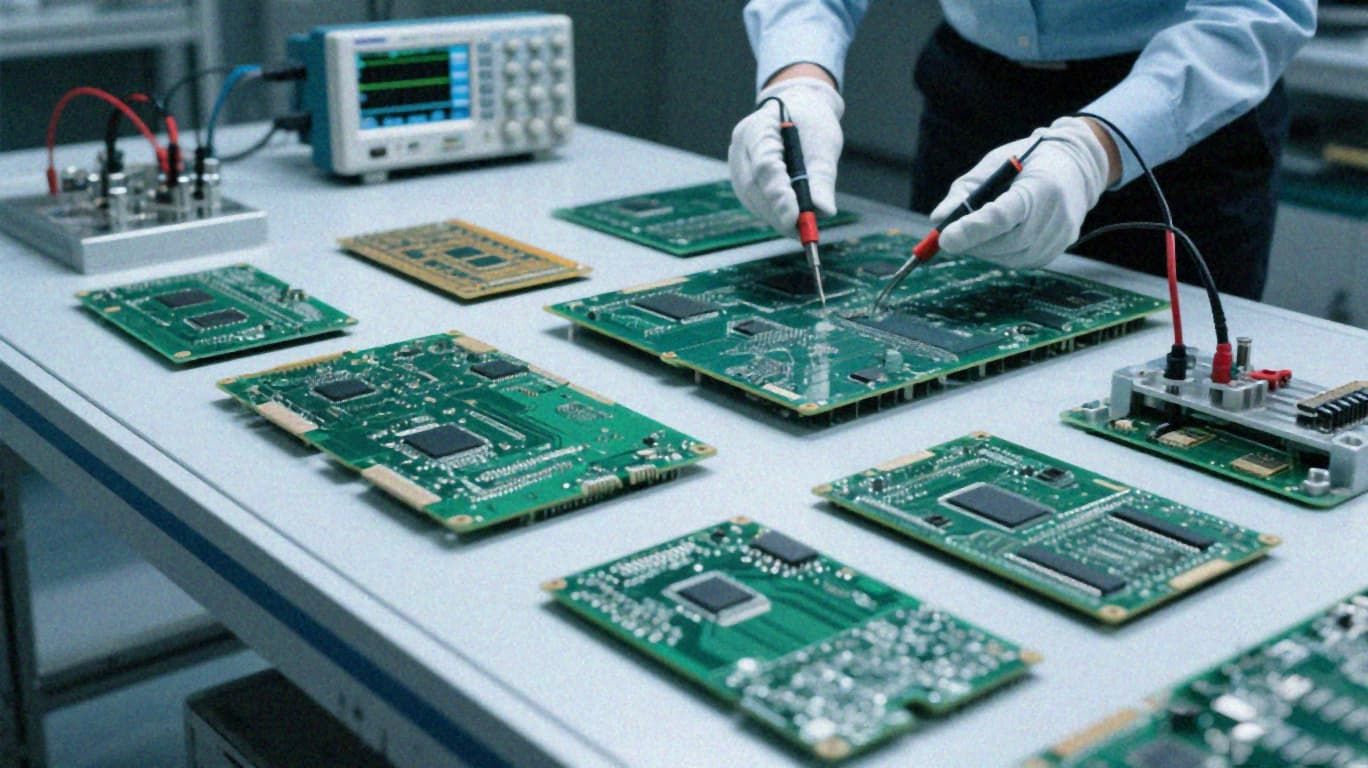
The entire process of humanoid robot hardware development includes three stages: prototype verification, small-batch trial production and mass production delivery. Each stage has specific engineering challenges, and transitions between stages are often the most concentrated part of the project risk.

A typical problem in the prototype stage is the long proofing cycle and high cost of high-level PCBs. For a 16-20-layer main control board, it often takes weeks from the completion of the design to the actual object, and the iteration pace of robot projects is usually very fast-the algorithm team may be adjusting interface definitions and layout requirements every week. The time and budget consumed by multiple iterations is the first hurdle many robot entrepreneurial teams encounter in hardware development.
The challenges in the mass production phase focus on batch consistency. Circuit boards successfully debugged in the laboratory may expose problems such as differences in impedance between boards, uneven distribution of welding defects, and fluctuations in material batches after entering small-batch production. These problems may not be discovered in single-board testing, but will only emerge when the system is cascaded and is running for a long time. Figure's 24/7 continuous operation without human intervention is valuable precisely because it verifies the long-term stability of the hardware under real loads from the system level.
The IPDM (Integrated Product Design & Manufacturing) model is a systematic solution to the above challenges. The core idea is to integrate design, prototype and manufacturing into one service system, with the same team responsible for the entire process from demand understanding to mass production delivery. Simultaneous DFM (Design for Manufacturing) optimization during the design stage can eliminate manufacturability hazards before drawings are finalized and avoid subsequent rework. In its humanoid robot IPDM solution, KINGBROTHER has established a database covering 3.27 million certified materials and 2368 DFM rules. The modular reuse rate of design experience has reached 68%, allowing it to quickly migrate mature solutions to new projects.
Taking the joint drive board as an example, KINGBROTHER's solution uses STM32H723VGT6 as the main control chip and cooperates with a MagnTek MT6835GT magnetic encoder to achieve joint position feedback. The PCB is designed as a 6-layer 1.6mm structure, using S1000H substrate, and adopts a three-power-domain architecture to isolate the motor drive power supply, control power supply and communication power supply to reduce the impact of electromagnetic interference on control accuracy. The layout of power devices is optimized with current paths to reduce the impact of parasitic inductances on switching performance. This proven design can be used as a reference baseline for new projects and significantly shorten the development cycle.
On the manufacturing side, KINGBROTHER's PCB manufacturing capabilities cover FR4 up to 72 layers (sample)/32 layers (mass production), HDI up to 30 layers of arbitrary layer interconnection (sample)/26 layers of 4th level (mass production), and high-speed signals support 112Gbps (sample)/25Gbps (mass production), which can meet the process requirements of various humanoid robot boards. EMS