Evolution trend of automotive electronics PCB layers
Five years ago, in the electronic system of an ordinary passenger car, most of the PCB boards stayed at the level of 4-6 floors. Body control modules, window lift controllers, air conditioning control panels, these relatively simple modules can meet the needs with dual panels or 4-layer boards. With the advancement of 800V high-voltage platforms and L3 autonomous driving, the motherboards of domain controllers and smart cockpits have generally reached 10-16 layers, and some high-end designs are even higher.
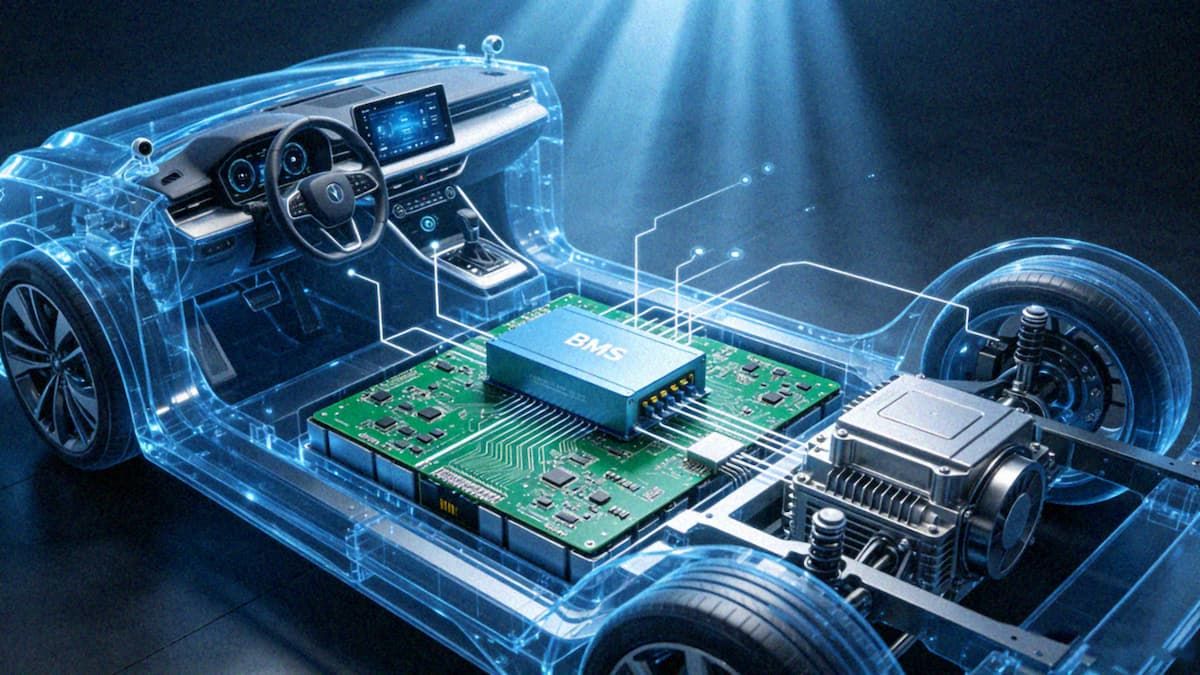
Behind the increase in the number of layers is the engineering reality of comprehensive upgrades in signal rates, material selection and process accuracy. The ADAS (Advanced Driver Assistance System) domain controller needs to process high-speed data streams from multiple cameras and radars, and the signal rates of the vehicle Ethernet and SerDes interface reach Gbps level; the main control chip of the smart cockpit integrates multi-core CPU, GPU, NPU, DDR memory and PCIe interface wiring requirements have been significantly improved; the BMS (Battery Management System) for 800V high-voltage platforms requires a thick copper design to carry large currents while ensuring sampling accuracy and insulation safety.
The automotive industry IPDM solution shows that a 16-layer HDI design combined with Rogers/M6 high-frequency material has become a typical configuration for high-end domain controllers. The 6-layer thick copper BMS board design has become the mainstream choice for new energy vehicle battery systems. The NVIDIA DRIVE Orin platform provides 508TOPS computing power to support real-time sensing and decision-making for L3 autonomous driving. The corresponding carrier board design needs to meet the dual challenges of high-speed signal and thermal management.
KINGBROTHER's PCB manufacturing capabilities cover FR4 up to 72 layers (sample)/32 layers (mass production), HDI 30 layers of arbitrary layer interconnection (sample)/26 layers of 4th step (mass production), which can meet the needs of mainstream automotive electronics applications. Number of layers. For teams planning the next generation of automotive electronics platforms, evaluating suppliers 'high-level design capabilities and automotive industry certification qualifications is a pragmatic preparation.
16 Design challenges and engineering points for laminates
The design challenge of a 16-layer PCB is first reflected in the accuracy of inter-layer alignment. The 16-ply laminate needs to be laminated multiple times, and each lamination may introduce interlayer deviations. For high-speed differential signals, interlayer deviations can affect impedance consistency, which in turn affects signal integrity. KINGBROTHER's PCB manufacturing supports impedance control accuracy of ±5%(sample)/±10%(mass production), providing a process foundation for high-speed design.
High-speed signal routing is a core difficulty in 16-layer board design. High-speed interfaces such as automotive Ethernet, SerDes, and PCIe have strict requirements for signal integrity. Impedance control of differential pairs, trace length matching, via stub processing, and return path planning require detailed design and simulation verification. KINGBROTHER's PCB manufacturing supports a maximum signal rate of 112Gbps (sample)/25Gbps (mass production), and a minimum line width and line spacing of 2.0/2.0mil (sample)/2.5/2.5mil (mass production), providing process support for high-speed design.
Power supply integrity is another engineering focus. The power consumption of the main control chip of the domain controller can reach tens of watts, and the design of multiple power domains requires fine power division and decoupling planning. Large current paths require sufficient copper foil width while avoiding interference with high-speed signals. KINGBROTHER's PCB manufacturing supports a maximum copper thickness of 18OZ (sample)/6OZ (mass production), providing a material basis for power supply design.
Material selection is also a key decision in the design of 16-ply boards. Ordinary FR4 materials have large high-frequency losses and are not suitable for high-speed signal transmission. High-frequency materials such as Rogers and M6 have lower dielectric losses and are suitable for high-speed interfaces such as automotive Ethernet and SerDes. KINGBROTHER supports Rogers/M6 high-frequency materials and ENEPIG surface treatments, providing material options for high-speed design of automotive electronics.
The application of special processes is also increasing. Embedded chip processes can embed passive devices or bare chips inside the PCB, saving surface area and improving electrical performance. KINGBROTHER supports embedded chip processes and provides a technical path for the miniaturization design of automotive electronics.
Core requirements for functional safety and reliability of automotive electronics PCBs
The reliability standards of automotive electronics PCBs are not on the same level as consumer electronics. Even if there is a minor glitch in consumer-grade products, it will affect the user experience at most. However, once automotive electronics fail, it will be directly related to the life safety of drivers and passengers. This is why the entire industry puts functional safety first.
The current industry-wide ISO 26262 standard divides the Vehicle Safety Integrity Level (ASIL) into four levels from low to high: A to D. In actual projects, ASIL B and ASIL D are the two most common safety goals-the former is mostly used for non-critical components such as body control and entertainment systems, while the latter covers core modules such as powertrain, autonomous driving, and braking systems that once failure occurs, it can cause serious accidents. To meet functional safety requirements, hardware must have the capabilities of fault detection, isolation and safe state switching. As the carrier of all electronic components, PCB must provide support for these safety mechanisms in every aspect from trace design to material selection.
In addition to functional safety, the reliability of the manufacturing process is also crucial. IPC-A-610 Class 3 is widely used in the industry as the benchmark for high-reliability electronic assembly. It has extremely strict regulations on solder joint quality, component installation accuracy, board cleanliness, etc. Almost all automotive electronic PCBs must meet this standard. This not only puts high requirements on the process control of PCB manufacturing itself, but also extends to the subsequent SMT mounting process. We at KINGBROTHER have not only passed the IATF16949 automotive industry-specific quality system certification, but also have a full set of qualifications such as ISO9001, ISO14001, ISO45001, ISO13485, CQC, UL and ISO17025 laboratory accreditation. We can provide automotive electronics customers with full-process compliance guarantees from design to manufacturing.
The last thing that cannot be ignored is extreme environmental adaptability. The working environment of cars is much worse than that of indoor electronic products. The general requirement is to operate stably within the temperature range of- 40 ° C to 125 ° C, and some components in the engine compartment even have to withstand higher instantaneous temperatures. The continuous vibration and impact during driving of the vehicle are also a huge test of the mechanical strength of the PCB and components. In addition, environmental factors such as humidity, salt spray, and chemical corrosion need to be considered in advance during the PCB design stage to avoid potential risks through reasonable layout, protective coatings, and material selection.

Capacity threshold for automotive electronics PCB suppliers
The evaluation of automotive electronics PCB suppliers needs to be comprehensively considered from three dimensions: technical capabilities, certification qualifications and delivery capabilities.
In terms of technical capabilities, high-level design and high-speed design are the core indicators. Motherboards for domain controllers and smart cockpits usually require a 10-16-layer design, and high-speed signal routing for ADAS domain controllers requires professional signal integrity analysis capabilities. KINGBROTHER has 29 years of experience in PCB manufacturing, FR4 manufacturing capabilities of up to 72 layers (sample)/32 layers (mass production), and combined with full-platform design support from ARM, FPGA, GPU, and DSP, provides a technical foundation for automotive electronics.
In terms of certification qualifications, IATF16949 is the basic threshold for the automotive industry. In addition, functional safety-related process certification and supplier qualification certification for specific customers are also important contents of the assessment. KINGBROTHER holds IATF16949 certification and is equipped with a complete quality system to support the compliance needs of automotive electronics.
In terms of delivery capabilities, production capacity scale and consistency guarantee are key indicators. Orders for automotive electronics usually show the characteristics of medium batch size and long-term stability, and suppliers need to have sufficient capacity flexibility and strict process control. KINGBROTHER has established a database of 3.27 million certified materials and 2368 DFM rules, and the EMC test pass rate reached 98.5%, providing data support for batch consistency.
The complexity upgrade of automotive electronics PCBs is an ongoing process. The leap from 6 to 16 layers adds not only the number of layers, but also the comprehensive test of high-speed signal integrity, functional safety compliance and batch consistency. For teams planning the next generation of automotive electronics platforms, evaluating suppliers 'high-level design capabilities and IATF16949 quality system in advance is a pragmatic rhythm arrangement.