Overview
Medical laboratory equipment forms the backbone of modern diagnostic care, with performance directly impacting the accuracy of test results, patient safety, and clinical decision-making. These devices operate in complex lab environments with dense electronic equipment, and often need to handle weak biological signals, high-speed image data transmission, and long-term continuous operation, placing extremely stringent requirements on PCB performance, reliability, and compliance. Medical laboratory PCB solutions are tailored to address these unique industry pain points, covering end-to-end design, manufacturing, and testing services that adapt to the specific functional demands of various lab equipment categories, from high-precision in-vitro diagnostic systems to implantable monitoring devices. The solutions address core challenges including signal noise interference, electromagnetic compatibility, heat dissipation, miniaturization, and biocompatibility, ensuring stable operation of equipment in strict medical scenarios.
Technical Capabilities
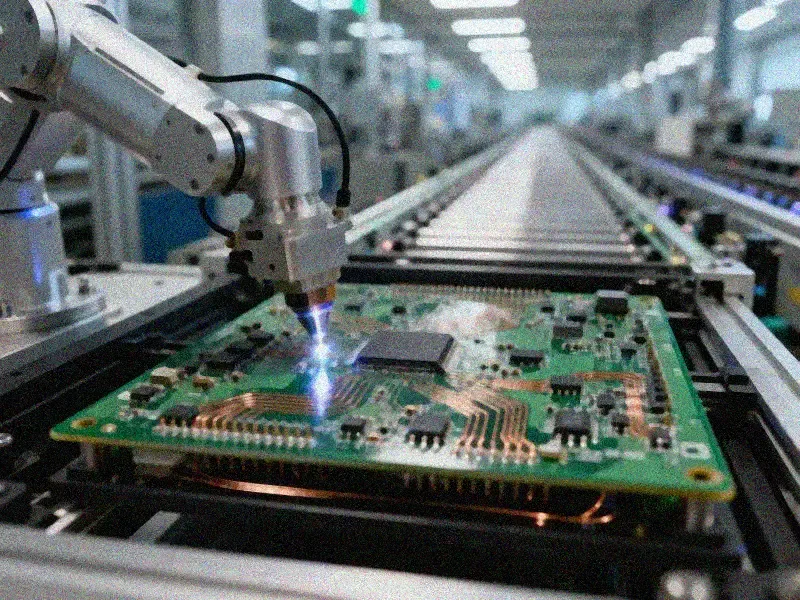
- High-Precision Signal Integrity Design: Support for 6 to 24-layer PCB stack configurations, with optional independent analog and digital ground separation designs that reduce crosstalk and background noise to support accurate acquisition of weak bioelectric signals as low as <1mV. Customizable shielding layer configurations effectively resist electromagnetic interference from adjacent lab equipment, while high-precision impedance control with narrow error margins ensures minimal signal reflection and loss during high-speed data transmission.
- High-Speed & High-Density Manufacturing: Support for HDI boards, rigid-flex boards, high-frequency hybrid boards, and high-speed backplanes, with micro-via processing and fine line width/spacing capabilities to meet miniaturization demands of portable and implantable lab equipment. The manufacturing process supports gigabit Ethernet and high-resolution imaging signal transmission requirements, with real-time signal integrity verification at every production stage.
- Specialized Material & Coating Options: Support for high-TG substrates for 16+ layer PCB designs used in high-power motion control equipment, nano-coating options for biocompatibility requirements of implantable and contact medical devices, heavy copper and metal core substrates for heat-intensive imaging systems, and ceramic substrates for high-resistance, high-stability detection module applications. Rigid-flex board configurations with gold finger reinforcement are available for dynamic motion scenarios requiring repeated bending.
- Customized Use Case Optimization: Modular design support for multi-functional lab equipment, with separate routing and shielding for different functional modules to avoid cross-interference between detection, control, and communication units. Stack design can be customized to reduce overall board volume by up to 40% for miniaturized and wearable lab devices, without compromising performance or reliability.
Quality Standards
All medical laboratory PCB solutions follow strict manufacturing and testing protocols aligned with global medical device regulatory requirements:
- Production processes adhere to medical device quality management system requirements, with full traceability of raw materials and processing steps to avoid contamination and ensure product consistency.
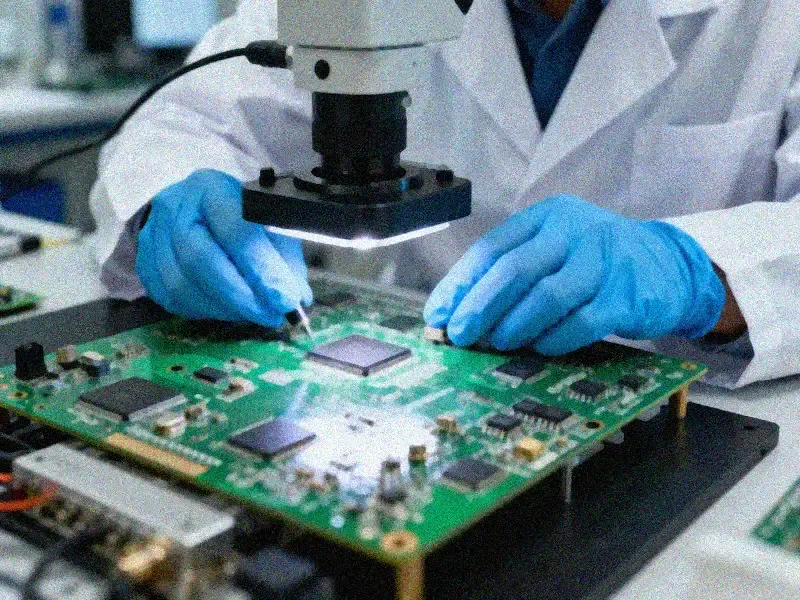
- Testing services are delivered through ISO/IEC 17025 accredited facilities, covering signal integrity testing, EMC testing, biocompatibility coating verification, thermal cycling reliability testing, X-ray non-destructive inspection, and impedance consistency testing.
- Products pass wide temperature range stability testing, humidity resistance testing, and long-term aging testing to meet 24/7 continuous operation requirements of medical laboratory scenarios, with zero defect targets for critical application PCBs.
- Full test reports and compliance documentation are provided for every batch of products, supporting customers in completing medical device certification processes efficiently.
Applications
Medical laboratory PCB solutions are widely applicable to all categories of lab and diagnostic equipment, including:
- In-Vitro Diagnostic Equipment: Immun analyzers, blood detection systems, gene sequencing platforms, and gene amplification equipment, with low-noise design optimized for trace biological sample detection and high-sensitivity signal acquisition.
- Medical Imaging Systems: Superconducting MRI equipment, ultrasound devices, and digital X-ray systems, using 20+ layer high-frequency PCB with multi-layer shielding to support high-speed image data transmission and resistance to electromagnetic interference.
- Patient Monitoring Devices: Vital signs monitors, HRV monitoring equipment, and lab-grade wearable health tracking devices, with separate analog and digital ground design to ensure accurate capture of <1mV bioelectric signals.
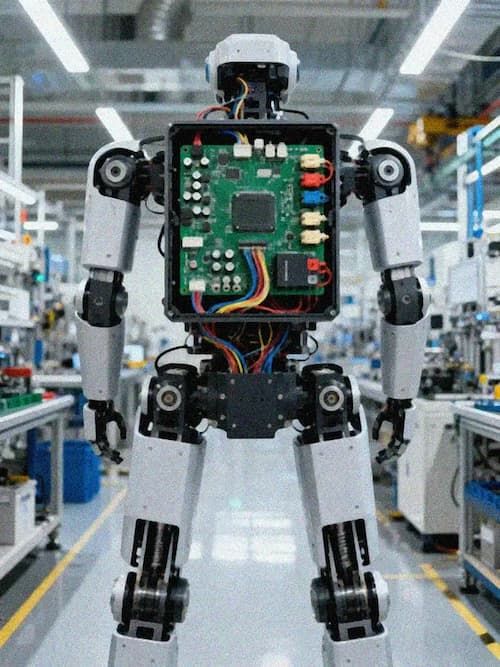
- Surgical & Interventional Lab Equipment: Surgical robots, vascular robot control systems, and medical endoscopes, using high-TG rigid-flex boards to support real-time gigabit Ethernet communication and multi-axis motion control response.
- Implantable Medical Lab Devices: Implantable glucose monitors and implantable cardiac monitoring devices, using miniaturized rigid-flex boards with biocompatible nano-coatings for long-term safe use in vivo.
Key Advantages
- Full-Cycle Customization Support: Cover prototype development, small-batch verification, and mass production requirements, with design optimization support to reduce product development cycles and manufacturing costs without compromising performance.
- Low-Noise Performance Guarantee: Mature stack design and routing optimization experience, ensuring signal-to-noise ratio meets the strict requirements of trace biological sample detection and weak bioelectric signal acquisition, reducing test result error rates.
- Long-Term Reliability: Products are validated to operate stably under continuous high-load, high-humidity, and variable temperature lab environments, with service life aligned with the operational lifespan requirements of medical equipment.
- Regulatory Compliance Alignment: All design and manufacturing processes are aligned with IEC 60601 and other global medical device safety standards, reducing the compliance burden for customers during product registration and market launch.
Contact Information
If you have customized requirements for medical laboratory PCB solutions, please connect with our technical team for a free project evaluation and targeted design proposal tailored to your equipment specifications and performance requirements.